
Popis
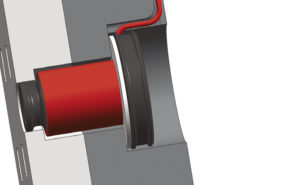
Použitím vytápěné vtokové trysky hotcast ZD pro zinek se prodlužuje bod tuhnutí a cesta materiálu až do vnitřku formy. Z toho důvodu se i značně redukuje velikost a hmota vtoku. Zkracuje se čas cyklu, současně se zvyšováním kvality odlitku.
Výhody v praxi
- až o 40% kratší čas cyklu při současné vyšší kvalitě dílu
- až o 30% nižší váha dávky
- až o 7% větší váha odlitku díky vysoké hustotě
- optimalizace tekutých vlastností materiálu, díky tomu nižší poréznost a méně dutin
- průběžné vytápění od licího hrdla až do formy
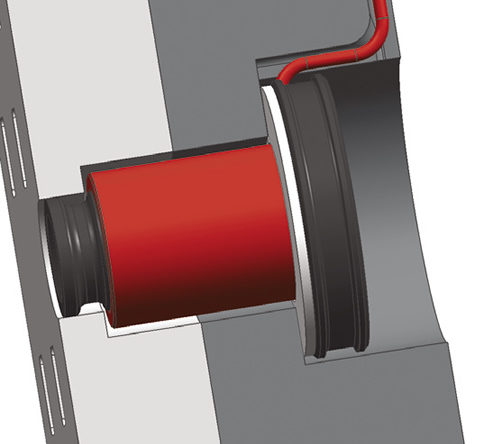
- pozice místa tuhnutí je přímo před dělící rovinou
- eliminace vtokového kužele
- redukce nákladů na formu
- větší svoboda při navrhování nových forem, např. pro malé průměry kanálů
- menší zmetkovitost speciálně při zušlechťování, např. v galvanotechnice
- možná výměna studených trysek ve stávajících formách
- vhodné pro použití se s lisy s uzavírací sílou 50 t, 80 t a 125 t
Redukce ztuhlého vtoku a času cyklu

Při tlakovém lití zinku vzniká v důsledku dlouhého přívodního kanálu do formy a v něm ztuhlé taveniny zákonitě ztuhlý vtok. Čím je větší a těžší, tím více materiálu se musí recyklovat. Tyto přídavné náklady vedou k celkově vyšším výrobním nákladům. Výrazná úspora materiálu, nižší náklady na formu a kratší čas cyklu díky rychlému ochlazení taveniny jsou jen část výhod, které lze kalkulovat. Testy ukázaly zkrácení času cyklu až o 40%.
Vyšší kvalita dílů díky lepší tekutosti
Délka průtokového kanálu od výtoku trysky stroje je rozhodující pro dosaženou kvalitu dílu. Díky krátkému průtokovému kanálu při použití vyhřívané vtokové trysky má tavenina v blízkosti kavity stále ještě vysokou teplotu, na rozdíl od tradičního postupu. Proto se dutina lépe vyplňuje nebo lze ve formě používat delší průtokové kanály, současně mohou být při konstrukci formy navrženy kanály s menším průřezem.
Menší zmetkovitost při zušlechťování
Díky lepší tekutosti materiálu má vytvarovaný odlitek hustší složení. V sériové výrobě se v důsledku nižší poréznosti a menšímu počtu bublin dosahuje konstantní kvality dílu. Testy prokázaly, že u povrchových dílů je nižší zmetkovitost. Takové úspory oceníte obzvlášť pozitivně, pokud se zmetek ukáže až po následném zušlechtění dílu, např. po galvanizaci.
Další pozitivní efekt má použití vytápěné vtokové trysky na životnost forem a částí lisů. Při identických parametrech lití lze lis provozovat s nižším tlakem. U licího stroje lze tak snížit parametry „rychlost plnění“ a „tlak plnění“, aniž by se změnila kvalita dílu.
hotcast ZD vtoková tryska v akci – jeřáb Siku

Hotset byl s vývojem této vtokové trysky velmi úspěšný. V současné době jsou v provozu u renomovaných společností:
Dr. Christian Kuwer, technický ředitel společnosti Sieper GmbH v Lüdenscheidu v Německu (výrobce autíček SIKU a modelů WIKING) je otestoval a dospěl k závěru: „U jedné z našich problémových forem jsme zjistili, že obtížně odlévatelný výlisek, který jsme dříve vyráběli jen s velkou námahou v akceptovatelné kvalitě, můžeme nyní reprodukovatelně vyrábět ve vysoké kvalitě.“
Dr. Kuwer také potvrzuje: „Rychlost plnění a plnící tlak lze snížit bez jakýchkoli nevýhod pro kvalitu dílů“.
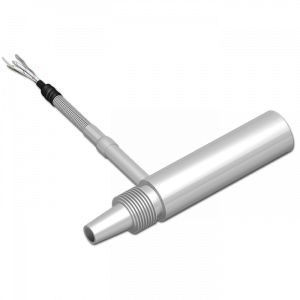
Řešení vytápění od Hotsetu: přes husí krk až po hotcast systém
- Kompatibilní hotcast utěsněná tryska (GMH)
- topné patrony pro tlakové lití hotrod (HHP/G)


{kind=link}
{kind=link}